
For insertion of holes into metal components, mainly mechanical tools like screw augers or milling cutters are used. These processing methods, however, reach its limits in particular for deep holes with small diameter, slanting holes, special hard material or material which is not easy to machine. This is a task for EDM drilling. Here material removal results from short electric arcs between an electrode and the work piece. The features of this procedure are minor mechanical strain on the work piece, high removal rate, even for difficult machineable materials and really extreme ratio of diameter to depth of the drill hole.
„The know-how, that we have acquired with the Special 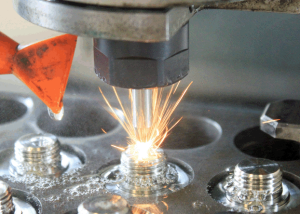 difficult requirements on our machines, has also positive influence on the standard systems“, says Rüdiger Heun, senior partner of Heun Funkenerosion GmbH in Kahl/Main. The company was established by him in 1988, based on his long lasting experience as a service technician. Heun is a specialist in the field of EDM drilling, globally well-known, with good reputation and representatives in the most important industrial regions in the world. The scope of EDM drilling machines starts with simple and portable devices for removal of broken taps, continues with „conventional“ small hole EDM drilling machines for tool- and mold industry as well as micro EDM drilling machines and high-speed EDM drilling machines with robot systems, up to complex multiaxial constructions for extreme requirements as for example in aerospace industry. The product range is completed by reliable service as well as trading with spare- and wear parts, accessories and consumables.
difficult requirements on our machines, has also positive influence on the standard systems“, says Rüdiger Heun, senior partner of Heun Funkenerosion GmbH in Kahl/Main. The company was established by him in 1988, based on his long lasting experience as a service technician. Heun is a specialist in the field of EDM drilling, globally well-known, with good reputation and representatives in the most important industrial regions in the world. The scope of EDM drilling machines starts with simple and portable devices for removal of broken taps, continues with „conventional“ small hole EDM drilling machines for tool- and mold industry as well as micro EDM drilling machines and high-speed EDM drilling machines with robot systems, up to complex multiaxial constructions for extreme requirements as for example in aerospace industry. The product range is completed by reliable service as well as trading with spare- and wear parts, accessories and consumables.
Features of EDM Drilling
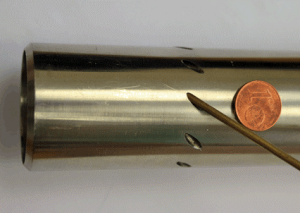
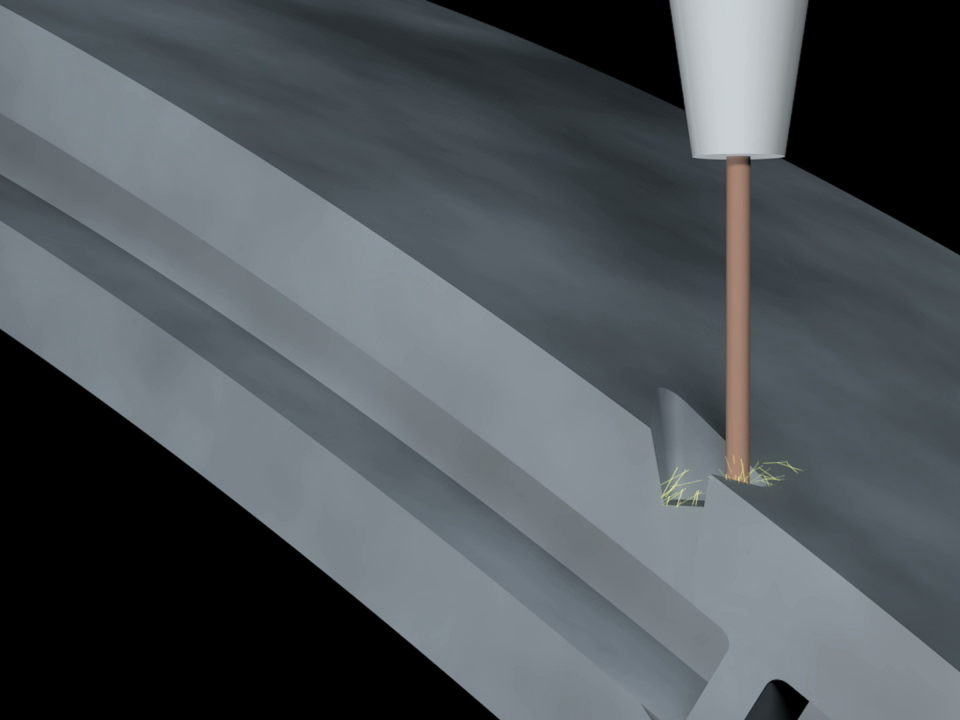
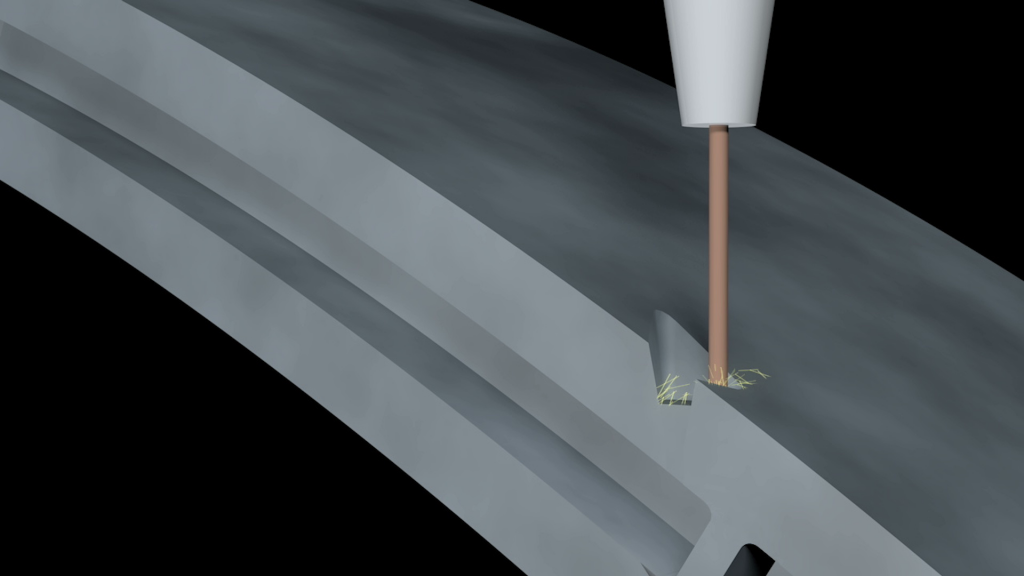
 „During EDM drilling, the electrode does not transfer mechanical force on the work piece. Therefore, we are able to machine with extremely long and slim tools “, is added by Dipl.-Ing. Christian Heun. He manages the family enterprise together with his father in second generation. The electrodes are long and thin pipes with diameters down to 0.08 mm. Short voltage pulse is supplied by an electronic circuit on these electrodes. This leads to the arc-over, which was already mentioned above. Thus shortly melts the electrode material as well as the work piece locally. Since this arc-overs happen within an isolating liquid – mostly deionized water – which flows through the electrode, the material removal is additionally intensified by the cavitation, produced by the explosive evaporation procedure. Drilling progress up to 200 mm/min can be achieved, depending on material and other machining parameter.
„During EDM drilling, the electrode does not transfer mechanical force on the work piece. Therefore, we are able to machine with extremely long and slim tools “, is added by Dipl.-Ing. Christian Heun. He manages the family enterprise together with his father in second generation. The electrodes are long and thin pipes with diameters down to 0.08 mm. Short voltage pulse is supplied by an electronic circuit on these electrodes. This leads to the arc-over, which was already mentioned above. Thus shortly melts the electrode material as well as the work piece locally. Since this arc-overs happen within an isolating liquid – mostly deionized water – which flows through the electrode, the material removal is additionally intensified by the cavitation, produced by the explosive evaporation procedure. Drilling progress up to 200 mm/min can be achieved, depending on material and other machining parameter.
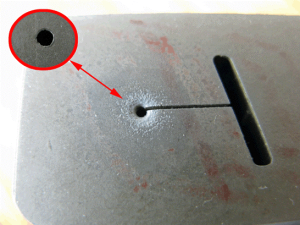
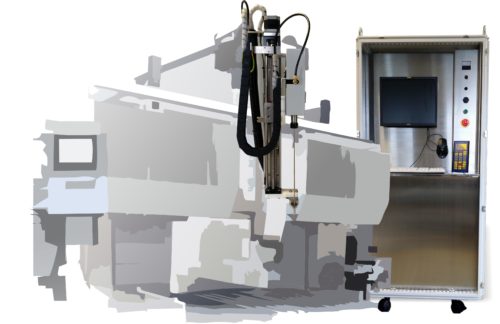
 A further characteristic of EDM drilling is the really extreme drilling depth as well as the high precision of the drilling process: As for example we successfully inserted holes with diameters in the range of less than 1 mm into very slim ejector pins. A further example are blind holes with drilling depth up to 2.600 mm and diameters between 2 and 6 mm, which had to be machined into a drive shaft of 3.000 mm length and a diameter of 300 mm, made of tool steel. Heun designed and manufactured this machine for the high-precision machining of these weighty work pieces. The prevention of burr formation by appropriate parametrization of the drilling process is also worth mentioning.
A further characteristic of EDM drilling is the really extreme drilling depth as well as the high precision of the drilling process: As for example we successfully inserted holes with diameters in the range of less than 1 mm into very slim ejector pins. A further example are blind holes with drilling depth up to 2.600 mm and diameters between 2 and 6 mm, which had to be machined into a drive shaft of 3.000 mm length and a diameter of 300 mm, made of tool steel. Heun designed and manufactured this machine for the high-precision machining of these weighty work pieces. The prevention of burr formation by appropriate parametrization of the drilling process is also worth mentioning.
Comprehensive engineering Performance
 „Our reputation to be a specialist in the field of EDM drilling has induced more and more customers to contact us in case of specific functions“, says R. Heun. That is why provision of engineering service is a significant part of the work performed by now. Therefore, a great variety of EDM drilling machines is placed close-packed in the competence center of Heun, starting with easy 3-axes-system with manual coordinate setting up to high-complex machines with 7 or 8 axes for challenging applications in machine construction, medical engineering or aerospace industry. Among the customers are for example turbine manufacturers. They require numerous fine and moreover in very precise defined angles arranged drill holes into hollow produced blades. Through this holes, cold air flows during operating mode, which is blown into the blade root.
„Our reputation to be a specialist in the field of EDM drilling has induced more and more customers to contact us in case of specific functions“, says R. Heun. That is why provision of engineering service is a significant part of the work performed by now. Therefore, a great variety of EDM drilling machines is placed close-packed in the competence center of Heun, starting with easy 3-axes-system with manual coordinate setting up to high-complex machines with 7 or 8 axes for challenging applications in machine construction, medical engineering or aerospace industry. Among the customers are for example turbine manufacturers. They require numerous fine and moreover in very precise defined angles arranged drill holes into hollow produced blades. Through this holes, cold air flows during operating mode, which is blown into the blade root. 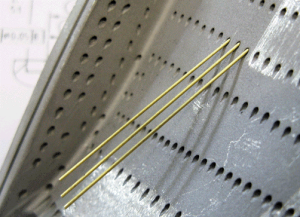 That air forms a thin protective covering made of gas with low temperature, directly on the blade surface. That does not sound to be very much. However, thanks to a multitude of such and other tricks, the turbine manufacturers can increase the output and efficiency of the aggregates by essential percentage points. Other developments apply to relief wells, bleeder holes and cooling holes into metallic forms for tire profiles or polyethylene bottles, drill holes into injection nozzles of ship diesel or technologies for insertion of holes in very pointed angles and not least the classic „start hole“ for subsequent wire cutting.
That air forms a thin protective covering made of gas with low temperature, directly on the blade surface. That does not sound to be very much. However, thanks to a multitude of such and other tricks, the turbine manufacturers can increase the output and efficiency of the aggregates by essential percentage points. Other developments apply to relief wells, bleeder holes and cooling holes into metallic forms for tire profiles or polyethylene bottles, drill holes into injection nozzles of ship diesel or technologies for insertion of holes in very pointed angles and not least the classic „start hole“ for subsequent wire cutting.
Sophisticated control system and electronics
 „Within the scope of this developments, we also have essentially advanced our industrial process and control system“, says Ch. Heun. A significant step was for example the development of a control software, based on an industry PC with Windows. This provides the user with a well-engineered and easy to operate user interface. This interface is independent from the hardware so that the operator can continue to work as usual, also after replacement of the computer system. Since the control system is equipped with standardized interface, programming via central server, integration into networks, communication with higher level process control in assembly lines or remote maintenance via internet are possible without any problems.
„Within the scope of this developments, we also have essentially advanced our industrial process and control system“, says Ch. Heun. A significant step was for example the development of a control software, based on an industry PC with Windows. This provides the user with a well-engineered and easy to operate user interface. This interface is independent from the hardware so that the operator can continue to work as usual, also after replacement of the computer system. Since the control system is equipped with standardized interface, programming via central server, integration into networks, communication with higher level process control in assembly lines or remote maintenance via internet are possible without any problems.
 An important technical breakthrough was the successful development of the so-called „Y-generator“, which can provide up to 80 amperes. This extremely compact unit can be adapted nearby the eroding axis by way of very short cableways. Application is also possible on other machines. This unit is equipped with programmable, particularly fast encoders as well as sensor technology, which monitors and optimizes the process flow with very high cycle sequence. Also specific situations like spot drilling in steep angles can be incorporated by respective settings of the process parameter.
An important technical breakthrough was the successful development of the so-called „Y-generator“, which can provide up to 80 amperes. This extremely compact unit can be adapted nearby the eroding axis by way of very short cableways. Application is also possible on other machines. This unit is equipped with programmable, particularly fast encoders as well as sensor technology, which monitors and optimizes the process flow with very high cycle sequence. Also specific situations like spot drilling in steep angles can be incorporated by respective settings of the process parameter.
An outstanding and high-grade important innovation is the selective detection of drill hole breakthrough. Thereby it can be optimally gone through by automatic adjustment of the parameter. Furthermore, it can be linked via control system with the CAD data of the work piece, in order to avoid for example spot drilling of ribs or inner surface after breakthrough into a cavity.
Advantages for all users
 „The innovation, continuously carried out by us, inures to the benefit of all our users“, comments Ch. Heun. Even for superficial simple systems, modification and refitting is possible with scores of options and additional accessories. Thereto belong automation components like zero-point clamping systems, indexers, electrode changer, special types for machining of carbide or 2-axes-indexer for heavy work pieces up to 150 kg for machining with extreme machining angles. The already mentioned Y-generator enables increase of the EDM drilling power by up to 30 %.
„The innovation, continuously carried out by us, inures to the benefit of all our users“, comments Ch. Heun. Even for superficial simple systems, modification and refitting is possible with scores of options and additional accessories. Thereto belong automation components like zero-point clamping systems, indexers, electrode changer, special types for machining of carbide or 2-axes-indexer for heavy work pieces up to 150 kg for machining with extreme machining angles. The already mentioned Y-generator enables increase of the EDM drilling power by up to 30 %.
Of particular importance for the user is the robust and durable type of the mechanics of the Heun machines. The axes systems are of such solid construction that reconditioning and retrofitting is even profitable after several years. After such retrofit measures the machines correspond to the up-to date state of technology, depending on the extent or retrofit regarding control system and generator, and are suitable for efficient application for many further years. To save standby time of the customer, the proceeding is very often to repurchase the existing machine and deliver an already updated and upgraded machine to the customer in return. Also in case of sale of new systems, already existing machines are accepted in payment very often.
Klaus Vollrath

{kind=link}
{kind=link}